

Use case
Use case
Hydrogen Recovery from Refinery Off-Gas
Hydrogen Recovery from Refinery Off-Gas
Zach Foss
Zach Foss
Sep 15, 2022
Sep 15, 2022

Modern refineries have adapted to exploit heavier crude oils and meet ever more stringent environmental requirements for fuel specifications, increasing demand for hydrogen to meet the most severe hydrotreatment needs. Increased hydrotreatment severity has caused an increase in refinery off-gas (ROG) production in most refineries, which frequently exceeds the possibility of sending it to other units or burning it entirely as fuel gas.
The value of these ROG streams increases dramatically when the hydrogen component can be purified and recycled as a feed gas back to the hydrotreaters, reducing hydrogen purchases through merchant suppliers or hydrogen production from the refinery itself.
With an increased focus on carbon footprint and net zero goals by 2050, hydrogen production is a key focus area for reducing greenhouse gas emissions. Greater than 96% of hydrogen manufactured today is through steam methane reforming (SMR), where natural gas is heated in the presence of steam over a catalyst to produce hydrogen and carbon monoxide (CO). The CO can be further processed via a water gas shift (WGS) reaction to produce additional hydrogen as well as carbon dioxide (CO₂).

Once the hydrogen product is separated and purified from the CO₂ and other contaminants, most hydrogen plants currently release the CO₂ directly into the atmosphere. This type of hydrogen production is referred to as ‘grey’ hydrogen. Grey hydrogen production prices are highly variable depending on the cost of natural gas, but a good rule of thumb is a price of $1.50-2.00/kg.
To reduce the carbon impact of hydrogen production, many refiners look to move to blue hydrogen, SMR production paired with carbon capture, utilization, and storage (CCUS) or green hydrogen produced via electrolyzer driven by renewable electricity. These process changes have a significant impact on the price. Blue hydrogen is estimated to double hydrogen costs to $2.80-3.50/kg, while green hydrogen is a staggering five times price increase up to around $8/kg.
This cost increase of a crucial feed gas for refinery processes has several implications, one of which is the increased importance of recovering unused hydrogen wherever possible. Most of the hydrogen supply for refiners now comes from three locations: the refinery hydrogen plant, which is typically an SMR unit; the catalytic reformer (CR), which produces hydrogen as a byproduct of its reaction; and third-party-produced hydrogen via pipeline or other transportation methods. To reduce the need for hydrogen from those sources, refineries look to their ROG streams for economically recoverable hydrogen.
Gas Separation Options
Hydrogen separation membranes have been utilized in refinery operations since the 1980s but have remained niche in their application due to the limitations of legacy membrane technology. DiviGas has developed the Divi-H membrane, a polymeric hollow-fiber membrane capable of separation and purification of hydrogen even in extreme environments. Unlike legacy technologies, Divi-H excels at separation of hydrogen from CO₂.
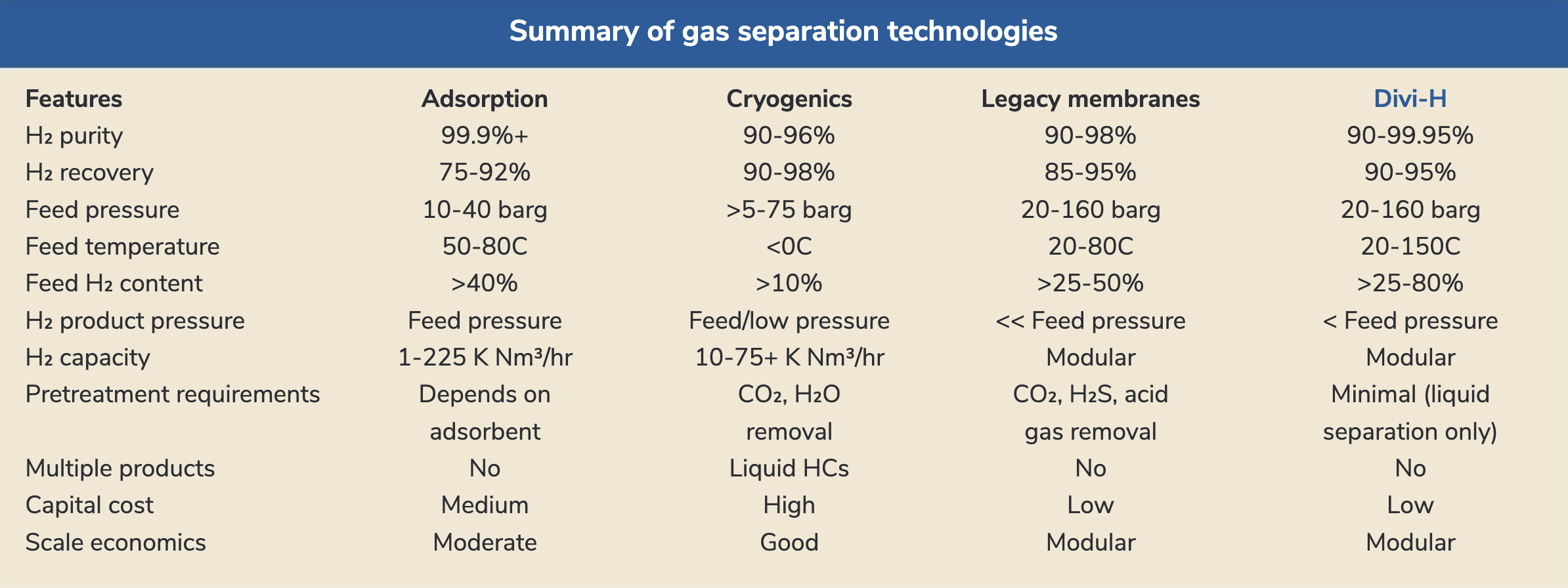
Figure 1. Summary of gas separation technologies
It can operate in environments rich in H₂S and acidic gases that would cause legacy membranes to fail and operate at temperatures up to 150°C, whereas prior technology was limited to 50-80°C. These improvements in the performance of polymeric hydrogen separation membranes allow for significant use-case expansion within refinery operations. Figure 1 gives a summary of the different gas separation technologies available to refiners.
Part of this article will preview sample ROG streams produced from several types of units for their potential separation and purification via Divi-H. The membrane demonstrates separation costs as low as $0.015/kg hydrogen separated, with returns on investment (ROIs) exceeding 2,400% over the life of the product when compared to grey hydrogen production. The analysis of its effectiveness in hydrotreaters and hydrocrackers can be found in the full white paper.
Membrane technology advantages
There are several qualitative benefits to leveraging membrane technology for gas separation, of which not all will be considered in the following analysis:
Energy efficiency: Membrane separation requires significantly lower energy consumption compared to cryo or pressure swing adsorption (PSA) separation. The driving force for separation is provided purely by the feed gas pressure.
Compact and modular design: Membrane systems have a smaller footprint and are easily scalable, making them suitable for applications where space is limited or modular expansion may be required. This scalability allows for great flexibility for ROG stream applications, as the flow rates and composition of the ROG can change quickly and vary greatly.
Selectivity and design versatility: While cryogenic and PSA separation are limited in their hydrogen purity options, membrane systems can be designed for a massive range of desired purities, pressure drops, and recoveries. If the purity of the hydrogen product stream does not need to be at 99.95%+, the economics of membrane separation are difficult to beat.
Continuous operation: Membrane separation operates continuously without the need for intermittent cycles or regeneration steps, providing a steady supply of separated gases. The Divi-H membrane modules allow for ‘hot swapping’, where a fiber cartridge is replaced within a single module while the system continues operating.
Simplicity and ease of operation: Membrane systems are simple to operate and require minimal supervision. They do not involve complex processes like cryogenic cooling or adsorption-desorption cycles.
Fast start-up and shutdown: Membrane systems can quickly reach operational conditions, reducing downtime during start-up and shutdown.
Versatility: ROG streams can change compositions, flow rates, and pressures quickly. Membrane separation can handle a wide range of gas streams with varying compositions and flow rates.
Minimal maintenance requirements: Membrane systems have no moving parts, resulting in lower maintenance and operational costs.
Reduced environmental impact: Membrane separation avoids the need for cryogenic fluids or chemical adsorbents, minimizing the release of harmful substances into the environment.
Cost-effectiveness: Membrane separation offers a cost-effective solution for gas separation due to lower capital and operational expenses, shorter project lead times, and reduced utility requirements.
ROG sources
The hydrogen balance throughout a refinery can be complex, with multiple source locations, uses, and points of potential recovery.

Figure 2. Hydrogen-containing ROG producers
The following sources of hydrogen-containing ROG will be discussed in the full paper:
Hydrotreating is a catalytic process to stabilize products and remove objectionable elements like sulfur, nitrogen, and aromatics by reacting them with hydrogen. Hydrogen reacts with oil to produce hydrogen sulfide from sulfur, ammonia from nitrogen, saturated hydrocarbons, and free metals. Metals remain on the catalyst, and other products leave with the oil-hydrogen stream.
Isomerization is a type of refinery process that converts linear paraffins with low octane ratings into branched paraffins with higher octane ratings. This process is typically used to upgrade low-quality naphtha into higher-quality gasoline blending components.
The fluid catalytic cracker (FCC) is the tool refiners use to correct the imbalance between market demand for lighter petroleum products and crude oil distillation that produces an excess of heavy, high boiling range products. The FCC unit converts heavy gas oil into gasoline and diesel, cracking heavy gas oils by breaking the carbon bonds in large molecules into multiple smaller molecules that boil in a much lower temperature range.
The hydrocracker is like the FCC in that it is a catalytic process that cracks long-chain gas oil molecules into smaller molecules that boil in the gasoline, jet fuel, and diesel fuel range. The fundamental difference is that cracking reactions take place in an extremely hydrogen-rich atmosphere. Two reactions occur. First, carbon bonds are broken, followed by the attachment of hydrogen. Hydrocracker products are sulfur-free and saturated.
Catalytic reforming is the workhorse for octane upgrade in today’s modern refinery, gasoline has several specifications that must be satisfied to provide high performance for today’s motor vehicles. Octane, however, is the most widely recognized specification. Molecules are reformed into structures that increase the percentage of high-octane components while reducing the percentage of low-octane components. In doing so, it liberates a significant amount of hydrogen that may be used in desulfurization and saturation reactions elsewhere in the refinery. Figure 2 summarizes the units and operating conditions for potential sources of hydrogen-containing ROG.
Where does membrane technology make the most sense?
Membrane separation technology has been closely monitored for its advantages over traditional separation methods. Membrane separation requires no moving parts, chemical reactions, solvents, or adsorbents. The separation is driven exclusively by the pressure of the feed gas.
While purified hydrogen is produced at a lower pressure than the feed gas, it can be reintroduced to units operating at lower pressure or recompressed using existing or new hydrogen recycle compressors. The retentate – typically containing <10% hydrogen and lighter hydrocarbons – is released at near feed pressures and can be easily routed to downstream separation processes (for example, cold box) or even as feed back to the SMR.
Due to the feed pressure requirements for membrane separation, the units that make the most sense as ROG feed producers are the high-pressure systems. An economic analysis of the separation potential for Divi-H can be viewed in the full paper here.
DiviGas has developed a proprietary simulator that utilizes Aspen Hysys and Matlab to allow for simulations using feed gas pressure, temperature, composition, and flow rate. Results include the makeup of the permeate and retentate streams, as well as the required membrane surface area, end hydrogen purity, and hydrogen recovery. We will analyze the results as follows:
Pressure reduction and module count required for 95%, 99%, and 99.9% hydrogen purity from each potential source. While currently utilized PSA technologies typically produce 99.9% or greater hydrogen, there is significant flexibility in permeate purities with membrane technology.
Opportunities for reintroduction without additional compression.
Recompression of purified hydrogen back to feed pressures, allowing recycling back into the same unit.
Cost of separation ($/kg).
Several assumptions were made to simplify the analysis:
These streams are rough approximations of ROG composition, flow rate, and conditions. For an analysis of a specific unit case, precise data from that specific unit should be utilized.
While the compressor duty was considered when looking at cases where the purified hydrogen was recompressed to feed pressures, it was assumed spare hydrogen recycle compressor capacity would be available. If it is not available, a capital expense for additional compression should be included.
The Divi-H membrane life is estimated at five years. All analysis of ROI and cost/kg separated was conducted over a five-year cycle. Longer time windows improve the economics. The fiber replacement that would occur in year five is cheaper than the original capital expenditure, as cartridge housings and ancillary equipment are not included.
Module cost for a 10in diameter, 3m length membrane module was assumed to be $80,000. This is a rough conservative estimate based on current manufacturing costs and projected savings with scale-up. Ancillary equipment, including piping, valving, and pressure control, was estimated to be 50% of total module and housing costs.
A rate of $0.08/kWh was assumed when converting compressor duty to cost. This is the current average industrial electricity cost in the US.
Below are definitions that may be useful for understanding the simulation data:
Permeate: The gas stream that permeates through the membrane surface, in this case hydrogen.
Retentate: The gas stream that does not permeate through the membrane surface.
Permeance: How much gas permeates the membrane per unit surface area.
Selectivity: How many molecules of one gas will pass through the membrane per one molecule of a different gas.
Purity: Mol% hydrogen in the stream.
Recovery: The percentage of feed hydrogen that ends up in the permeate.
Single-stage: Membrane separation conducted with a single pass through membrane modules set up in parallel flow configuration.
Two-stage: Membrane separation conducted with two passes through membrane modules in series.
High-throughput fiber: Designed by DiviGas to prioritize permeance (gas throughput) over selectivity (purity).
Balanced fiber: Designed by DiviGas to balance permeance and selectivity.
High-purity fiber: Designed by DiviGas to prioritize selectivity over permeance.
ROG streams will be a crucial source of hydrogen in refineries as product regulations and crude processing requirements drive increased hydrogen demands. The need will further increase as energy companies look to limit heavy sources of carbon within their operations to meet net zero goals by 2050. As refiners shift from SMR produced grey hydrogen to green or blue, costs will increase, lowering the economic barrier to downstream hydrogen recovery and purification. This is article is edited by PTQ Magazine - Digital Refining - Gas 2024 Issue, you can find the digital copy here.
Modern refineries have adapted to exploit heavier crude oils and meet ever more stringent environmental requirements for fuel specifications, increasing demand for hydrogen to meet the most severe hydrotreatment needs. Increased hydrotreatment severity has caused an increase in refinery off-gas (ROG) production in most refineries, which frequently exceeds the possibility of sending it to other units or burning it entirely as fuel gas.
The value of these ROG streams increases dramatically when the hydrogen component can be purified and recycled as a feed gas back to the hydrotreaters, reducing hydrogen purchases through merchant suppliers or hydrogen production from the refinery itself.
With an increased focus on carbon footprint and net zero goals by 2050, hydrogen production is a key focus area for reducing greenhouse gas emissions. Greater than 96% of hydrogen manufactured today is through steam methane reforming (SMR), where natural gas is heated in the presence of steam over a catalyst to produce hydrogen and carbon monoxide (CO). The CO can be further processed via a water gas shift (WGS) reaction to produce additional hydrogen as well as carbon dioxide (CO₂).
Once the hydrogen product is separated and purified from the CO₂ and other contaminants, most hydrogen plants currently release the CO₂ directly into the atmosphere. This type of hydrogen production is referred to as ‘grey’ hydrogen. Grey hydrogen production prices are highly variable depending on the cost of natural gas, but a good rule of thumb is a price of $1.50-2.00/kg.
To reduce the carbon impact of hydrogen production, many refiners look to move to blue hydrogen, SMR production paired with carbon capture, utilization, and storage (CCUS) or green hydrogen produced via electrolyzer driven by renewable electricity. These process changes have a significant impact on the price. Blue hydrogen is estimated to double hydrogen costs to $2.80-3.50/kg, while green hydrogen is a staggering five times price increase up to around $8/kg.
This cost increase of a crucial feed gas for refinery processes has several implications, one of which is the increased importance of recovering unused hydrogen wherever possible. Most of the hydrogen supply for refiners now comes from three locations: the refinery hydrogen plant, which is typically an SMR unit; the catalytic reformer (CR), which produces hydrogen as a byproduct of its reaction; and third-party-produced hydrogen via pipeline or other transportation methods. To reduce the need for hydrogen from those sources, refineries look to their ROG streams for economically recoverable hydrogen.
Gas Separation Options
Hydrogen separation membranes have been utilized in refinery operations since the 1980s but have remained niche in their application due to the limitations of legacy membrane technology. DiviGas has developed the Divi-H membrane, a polymeric hollow-fiber membrane capable of separation and purification of hydrogen even in extreme environments. Unlike legacy technologies, Divi-H excels at separation of hydrogen from CO₂.
Figure 1. Summary of gas separation technologies
It can operate in environments rich in H₂S and acidic gases that would cause legacy membranes to fail and operate at temperatures up to 150°C, whereas prior technology was limited to 50-80°C. These improvements in the performance of polymeric hydrogen separation membranes allow for significant use-case expansion within refinery operations. Figure 1 gives a summary of the different gas separation technologies available to refiners.
Part of this article will preview sample ROG streams produced from several types of units for their potential separation and purification via Divi-H. The membrane demonstrates separation costs as low as $0.015/kg hydrogen separated, with returns on investment (ROIs) exceeding 2,400% over the life of the product when compared to grey hydrogen production. The analysis of its effectiveness in hydrotreaters and hydrocrackers can be found in the full white paper.
Membrane technology advantages
There are several qualitative benefits to leveraging membrane technology for gas separation, of which not all will be considered in the following analysis:
Energy efficiency: Membrane separation requires significantly lower energy consumption compared to cryo or pressure swing adsorption (PSA) separation. The driving force for separation is provided purely by the feed gas pressure.
Compact and modular design: Membrane systems have a smaller footprint and are easily scalable, making them suitable for applications where space is limited or modular expansion may be required. This scalability allows for great flexibility for ROG stream applications, as the flow rates and composition of the ROG can change quickly and vary greatly.
Selectivity and design versatility: While cryogenic and PSA separation are limited in their hydrogen purity options, membrane systems can be designed for a massive range of desired purities, pressure drops, and recoveries. If the purity of the hydrogen product stream does not need to be at 99.95%+, the economics of membrane separation are difficult to beat.
Continuous operation: Membrane separation operates continuously without the need for intermittent cycles or regeneration steps, providing a steady supply of separated gases. The Divi-H membrane modules allow for ‘hot swapping’, where a fiber cartridge is replaced within a single module while the system continues operating.
Simplicity and ease of operation: Membrane systems are simple to operate and require minimal supervision. They do not involve complex processes like cryogenic cooling or adsorption-desorption cycles.
Fast start-up and shutdown: Membrane systems can quickly reach operational conditions, reducing downtime during start-up and shutdown.
Versatility: ROG streams can change compositions, flow rates, and pressures quickly. Membrane separation can handle a wide range of gas streams with varying compositions and flow rates.
Minimal maintenance requirements: Membrane systems have no moving parts, resulting in lower maintenance and operational costs.
Reduced environmental impact: Membrane separation avoids the need for cryogenic fluids or chemical adsorbents, minimizing the release of harmful substances into the environment.
Cost-effectiveness: Membrane separation offers a cost-effective solution for gas separation due to lower capital and operational expenses, shorter project lead times, and reduced utility requirements.
ROG sources
The hydrogen balance throughout a refinery can be complex, with multiple source locations, uses, and points of potential recovery.
Figure 2. Hydrogen-containing ROG producers
The following sources of hydrogen-containing ROG will be discussed in the full paper:
Hydrotreating is a catalytic process to stabilize products and remove objectionable elements like sulfur, nitrogen, and aromatics by reacting them with hydrogen. Hydrogen reacts with oil to produce hydrogen sulfide from sulfur, ammonia from nitrogen, saturated hydrocarbons, and free metals. Metals remain on the catalyst, and other products leave with the oil-hydrogen stream.
Isomerization is a type of refinery process that converts linear paraffins with low octane ratings into branched paraffins with higher octane ratings. This process is typically used to upgrade low-quality naphtha into higher-quality gasoline blending components.
The fluid catalytic cracker (FCC) is the tool refiners use to correct the imbalance between market demand for lighter petroleum products and crude oil distillation that produces an excess of heavy, high boiling range products. The FCC unit converts heavy gas oil into gasoline and diesel, cracking heavy gas oils by breaking the carbon bonds in large molecules into multiple smaller molecules that boil in a much lower temperature range.
The hydrocracker is like the FCC in that it is a catalytic process that cracks long-chain gas oil molecules into smaller molecules that boil in the gasoline, jet fuel, and diesel fuel range. The fundamental difference is that cracking reactions take place in an extremely hydrogen-rich atmosphere. Two reactions occur. First, carbon bonds are broken, followed by the attachment of hydrogen. Hydrocracker products are sulfur-free and saturated.
Catalytic reforming is the workhorse for octane upgrade in today’s modern refinery, gasoline has several specifications that must be satisfied to provide high performance for today’s motor vehicles. Octane, however, is the most widely recognized specification. Molecules are reformed into structures that increase the percentage of high-octane components while reducing the percentage of low-octane components. In doing so, it liberates a significant amount of hydrogen that may be used in desulfurization and saturation reactions elsewhere in the refinery. Figure 2 summarizes the units and operating conditions for potential sources of hydrogen-containing ROG.
Where does membrane technology make the most sense?
Membrane separation technology has been closely monitored for its advantages over traditional separation methods. Membrane separation requires no moving parts, chemical reactions, solvents, or adsorbents. The separation is driven exclusively by the pressure of the feed gas.
While purified hydrogen is produced at a lower pressure than the feed gas, it can be reintroduced to units operating at lower pressure or recompressed using existing or new hydrogen recycle compressors. The retentate – typically containing <10% hydrogen and lighter hydrocarbons – is released at near feed pressures and can be easily routed to downstream separation processes (for example, cold box) or even as feed back to the SMR.
Due to the feed pressure requirements for membrane separation, the units that make the most sense as ROG feed producers are the high-pressure systems. An economic analysis of the separation potential for Divi-H can be viewed in the full paper here.
DiviGas has developed a proprietary simulator that utilizes Aspen Hysys and Matlab to allow for simulations using feed gas pressure, temperature, composition, and flow rate. Results include the makeup of the permeate and retentate streams, as well as the required membrane surface area, end hydrogen purity, and hydrogen recovery. We will analyze the results as follows:
Pressure reduction and module count required for 95%, 99%, and 99.9% hydrogen purity from each potential source. While currently utilized PSA technologies typically produce 99.9% or greater hydrogen, there is significant flexibility in permeate purities with membrane technology.
Opportunities for reintroduction without additional compression.
Recompression of purified hydrogen back to feed pressures, allowing recycling back into the same unit.
Cost of separation ($/kg).
Several assumptions were made to simplify the analysis:
These streams are rough approximations of ROG composition, flow rate, and conditions. For an analysis of a specific unit case, precise data from that specific unit should be utilized.
While the compressor duty was considered when looking at cases where the purified hydrogen was recompressed to feed pressures, it was assumed spare hydrogen recycle compressor capacity would be available. If it is not available, a capital expense for additional compression should be included.
The Divi-H membrane life is estimated at five years. All analysis of ROI and cost/kg separated was conducted over a five-year cycle. Longer time windows improve the economics. The fiber replacement that would occur in year five is cheaper than the original capital expenditure, as cartridge housings and ancillary equipment are not included.
Module cost for a 10in diameter, 3m length membrane module was assumed to be $80,000. This is a rough conservative estimate based on current manufacturing costs and projected savings with scale-up. Ancillary equipment, including piping, valving, and pressure control, was estimated to be 50% of total module and housing costs.
A rate of $0.08/kWh was assumed when converting compressor duty to cost. This is the current average industrial electricity cost in the US.
Below are definitions that may be useful for understanding the simulation data:
Permeate: The gas stream that permeates through the membrane surface, in this case hydrogen.
Retentate: The gas stream that does not permeate through the membrane surface.
Permeance: How much gas permeates the membrane per unit surface area.
Selectivity: How many molecules of one gas will pass through the membrane per one molecule of a different gas.
Purity: Mol% hydrogen in the stream.
Recovery: The percentage of feed hydrogen that ends up in the permeate.
Single-stage: Membrane separation conducted with a single pass through membrane modules set up in parallel flow configuration.
Two-stage: Membrane separation conducted with two passes through membrane modules in series.
High-throughput fiber: Designed by DiviGas to prioritize permeance (gas throughput) over selectivity (purity).
Balanced fiber: Designed by DiviGas to balance permeance and selectivity.
High-purity fiber: Designed by DiviGas to prioritize selectivity over permeance.
ROG streams will be a crucial source of hydrogen in refineries as product regulations and crude processing requirements drive increased hydrogen demands. The need will further increase as energy companies look to limit heavy sources of carbon within their operations to meet net zero goals by 2050. As refiners shift from SMR produced grey hydrogen to green or blue, costs will increase, lowering the economic barrier to downstream hydrogen recovery and purification. This is article is edited by PTQ Magazine - Digital Refining - Gas 2024 Issue, you can find the digital copy here.
Modern refineries have adapted to exploit heavier crude oils and meet ever more stringent environmental requirements for fuel specifications, increasing demand for hydrogen to meet the most severe hydrotreatment needs. Increased hydrotreatment severity has caused an increase in refinery off-gas (ROG) production in most refineries, which frequently exceeds the possibility of sending it to other units or burning it entirely as fuel gas.
The value of these ROG streams increases dramatically when the hydrogen component can be purified and recycled as a feed gas back to the hydrotreaters, reducing hydrogen purchases through merchant suppliers or hydrogen production from the refinery itself.
With an increased focus on carbon footprint and net zero goals by 2050, hydrogen production is a key focus area for reducing greenhouse gas emissions. Greater than 96% of hydrogen manufactured today is through steam methane reforming (SMR), where natural gas is heated in the presence of steam over a catalyst to produce hydrogen and carbon monoxide (CO). The CO can be further processed via a water gas shift (WGS) reaction to produce additional hydrogen as well as carbon dioxide (CO₂).
Once the hydrogen product is separated and purified from the CO₂ and other contaminants, most hydrogen plants currently release the CO₂ directly into the atmosphere. This type of hydrogen production is referred to as ‘grey’ hydrogen. Grey hydrogen production prices are highly variable depending on the cost of natural gas, but a good rule of thumb is a price of $1.50-2.00/kg.
To reduce the carbon impact of hydrogen production, many refiners look to move to blue hydrogen, SMR production paired with carbon capture, utilization, and storage (CCUS) or green hydrogen produced via electrolyzer driven by renewable electricity. These process changes have a significant impact on the price. Blue hydrogen is estimated to double hydrogen costs to $2.80-3.50/kg, while green hydrogen is a staggering five times price increase up to around $8/kg.
This cost increase of a crucial feed gas for refinery processes has several implications, one of which is the increased importance of recovering unused hydrogen wherever possible. Most of the hydrogen supply for refiners now comes from three locations: the refinery hydrogen plant, which is typically an SMR unit; the catalytic reformer (CR), which produces hydrogen as a byproduct of its reaction; and third-party-produced hydrogen via pipeline or other transportation methods. To reduce the need for hydrogen from those sources, refineries look to their ROG streams for economically recoverable hydrogen.
Gas Separation Options
Hydrogen separation membranes have been utilized in refinery operations since the 1980s but have remained niche in their application due to the limitations of legacy membrane technology. DiviGas has developed the Divi-H membrane, a polymeric hollow-fiber membrane capable of separation and purification of hydrogen even in extreme environments. Unlike legacy technologies, Divi-H excels at separation of hydrogen from CO₂.
Figure 1. Summary of gas separation technologies
It can operate in environments rich in H₂S and acidic gases that would cause legacy membranes to fail and operate at temperatures up to 150°C, whereas prior technology was limited to 50-80°C. These improvements in the performance of polymeric hydrogen separation membranes allow for significant use-case expansion within refinery operations. Figure 1 gives a summary of the different gas separation technologies available to refiners.
Part of this article will preview sample ROG streams produced from several types of units for their potential separation and purification via Divi-H. The membrane demonstrates separation costs as low as $0.015/kg hydrogen separated, with returns on investment (ROIs) exceeding 2,400% over the life of the product when compared to grey hydrogen production. The analysis of its effectiveness in hydrotreaters and hydrocrackers can be found in the full white paper.
Membrane technology advantages
There are several qualitative benefits to leveraging membrane technology for gas separation, of which not all will be considered in the following analysis:
Energy efficiency: Membrane separation requires significantly lower energy consumption compared to cryo or pressure swing adsorption (PSA) separation. The driving force for separation is provided purely by the feed gas pressure.
Compact and modular design: Membrane systems have a smaller footprint and are easily scalable, making them suitable for applications where space is limited or modular expansion may be required. This scalability allows for great flexibility for ROG stream applications, as the flow rates and composition of the ROG can change quickly and vary greatly.
Selectivity and design versatility: While cryogenic and PSA separation are limited in their hydrogen purity options, membrane systems can be designed for a massive range of desired purities, pressure drops, and recoveries. If the purity of the hydrogen product stream does not need to be at 99.95%+, the economics of membrane separation are difficult to beat.
Continuous operation: Membrane separation operates continuously without the need for intermittent cycles or regeneration steps, providing a steady supply of separated gases. The Divi-H membrane modules allow for ‘hot swapping’, where a fiber cartridge is replaced within a single module while the system continues operating.
Simplicity and ease of operation: Membrane systems are simple to operate and require minimal supervision. They do not involve complex processes like cryogenic cooling or adsorption-desorption cycles.
Fast start-up and shutdown: Membrane systems can quickly reach operational conditions, reducing downtime during start-up and shutdown.
Versatility: ROG streams can change compositions, flow rates, and pressures quickly. Membrane separation can handle a wide range of gas streams with varying compositions and flow rates.
Minimal maintenance requirements: Membrane systems have no moving parts, resulting in lower maintenance and operational costs.
Reduced environmental impact: Membrane separation avoids the need for cryogenic fluids or chemical adsorbents, minimizing the release of harmful substances into the environment.
Cost-effectiveness: Membrane separation offers a cost-effective solution for gas separation due to lower capital and operational expenses, shorter project lead times, and reduced utility requirements.
ROG sources
The hydrogen balance throughout a refinery can be complex, with multiple source locations, uses, and points of potential recovery.
Figure 2. Hydrogen-containing ROG producers
The following sources of hydrogen-containing ROG will be discussed in the full paper:
Hydrotreating is a catalytic process to stabilize products and remove objectionable elements like sulfur, nitrogen, and aromatics by reacting them with hydrogen. Hydrogen reacts with oil to produce hydrogen sulfide from sulfur, ammonia from nitrogen, saturated hydrocarbons, and free metals. Metals remain on the catalyst, and other products leave with the oil-hydrogen stream.
Isomerization is a type of refinery process that converts linear paraffins with low octane ratings into branched paraffins with higher octane ratings. This process is typically used to upgrade low-quality naphtha into higher-quality gasoline blending components.
The fluid catalytic cracker (FCC) is the tool refiners use to correct the imbalance between market demand for lighter petroleum products and crude oil distillation that produces an excess of heavy, high boiling range products. The FCC unit converts heavy gas oil into gasoline and diesel, cracking heavy gas oils by breaking the carbon bonds in large molecules into multiple smaller molecules that boil in a much lower temperature range.
The hydrocracker is like the FCC in that it is a catalytic process that cracks long-chain gas oil molecules into smaller molecules that boil in the gasoline, jet fuel, and diesel fuel range. The fundamental difference is that cracking reactions take place in an extremely hydrogen-rich atmosphere. Two reactions occur. First, carbon bonds are broken, followed by the attachment of hydrogen. Hydrocracker products are sulfur-free and saturated.
Catalytic reforming is the workhorse for octane upgrade in today’s modern refinery, gasoline has several specifications that must be satisfied to provide high performance for today’s motor vehicles. Octane, however, is the most widely recognized specification. Molecules are reformed into structures that increase the percentage of high-octane components while reducing the percentage of low-octane components. In doing so, it liberates a significant amount of hydrogen that may be used in desulfurization and saturation reactions elsewhere in the refinery. Figure 2 summarizes the units and operating conditions for potential sources of hydrogen-containing ROG.
Where does membrane technology make the most sense?
Membrane separation technology has been closely monitored for its advantages over traditional separation methods. Membrane separation requires no moving parts, chemical reactions, solvents, or adsorbents. The separation is driven exclusively by the pressure of the feed gas.
While purified hydrogen is produced at a lower pressure than the feed gas, it can be reintroduced to units operating at lower pressure or recompressed using existing or new hydrogen recycle compressors. The retentate – typically containing <10% hydrogen and lighter hydrocarbons – is released at near feed pressures and can be easily routed to downstream separation processes (for example, cold box) or even as feed back to the SMR.
Due to the feed pressure requirements for membrane separation, the units that make the most sense as ROG feed producers are the high-pressure systems. An economic analysis of the separation potential for Divi-H can be viewed in the full paper here.
DiviGas has developed a proprietary simulator that utilizes Aspen Hysys and Matlab to allow for simulations using feed gas pressure, temperature, composition, and flow rate. Results include the makeup of the permeate and retentate streams, as well as the required membrane surface area, end hydrogen purity, and hydrogen recovery. We will analyze the results as follows:
Pressure reduction and module count required for 95%, 99%, and 99.9% hydrogen purity from each potential source. While currently utilized PSA technologies typically produce 99.9% or greater hydrogen, there is significant flexibility in permeate purities with membrane technology.
Opportunities for reintroduction without additional compression.
Recompression of purified hydrogen back to feed pressures, allowing recycling back into the same unit.
Cost of separation ($/kg).
Several assumptions were made to simplify the analysis:
These streams are rough approximations of ROG composition, flow rate, and conditions. For an analysis of a specific unit case, precise data from that specific unit should be utilized.
While the compressor duty was considered when looking at cases where the purified hydrogen was recompressed to feed pressures, it was assumed spare hydrogen recycle compressor capacity would be available. If it is not available, a capital expense for additional compression should be included.
The Divi-H membrane life is estimated at five years. All analysis of ROI and cost/kg separated was conducted over a five-year cycle. Longer time windows improve the economics. The fiber replacement that would occur in year five is cheaper than the original capital expenditure, as cartridge housings and ancillary equipment are not included.
Module cost for a 10in diameter, 3m length membrane module was assumed to be $80,000. This is a rough conservative estimate based on current manufacturing costs and projected savings with scale-up. Ancillary equipment, including piping, valving, and pressure control, was estimated to be 50% of total module and housing costs.
A rate of $0.08/kWh was assumed when converting compressor duty to cost. This is the current average industrial electricity cost in the US.
Below are definitions that may be useful for understanding the simulation data:
Permeate: The gas stream that permeates through the membrane surface, in this case hydrogen.
Retentate: The gas stream that does not permeate through the membrane surface.
Permeance: How much gas permeates the membrane per unit surface area.
Selectivity: How many molecules of one gas will pass through the membrane per one molecule of a different gas.
Purity: Mol% hydrogen in the stream.
Recovery: The percentage of feed hydrogen that ends up in the permeate.
Single-stage: Membrane separation conducted with a single pass through membrane modules set up in parallel flow configuration.
Two-stage: Membrane separation conducted with two passes through membrane modules in series.
High-throughput fiber: Designed by DiviGas to prioritize permeance (gas throughput) over selectivity (purity).
Balanced fiber: Designed by DiviGas to balance permeance and selectivity.
High-purity fiber: Designed by DiviGas to prioritize selectivity over permeance.
ROG streams will be a crucial source of hydrogen in refineries as product regulations and crude processing requirements drive increased hydrogen demands. The need will further increase as energy companies look to limit heavy sources of carbon within their operations to meet net zero goals by 2050. As refiners shift from SMR produced grey hydrogen to green or blue, costs will increase, lowering the economic barrier to downstream hydrogen recovery and purification. This is article is edited by PTQ Magazine - Digital Refining - Gas 2024 Issue, you can find the digital copy here.
About DiviGas:
DiviGas is a start-up in the energy industry, we have invented a radically new process for manufacturing next-generation membranes for hydrogen separation and purification.
We have an acknowledged bias towards gas purification but this expertise is precisely why we have a special point of view on these industrial topics. At the time of writing we are not paid or financed by large oil and gas companies and our unambiguous objective as a company is to promote and advance technology for decarbonization and solving climate change.